




以下的网架钢结构支座-网架钢支座使用方法视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:湖南怀化网架钢结构支座-网架钢支座使用方法的图文介绍
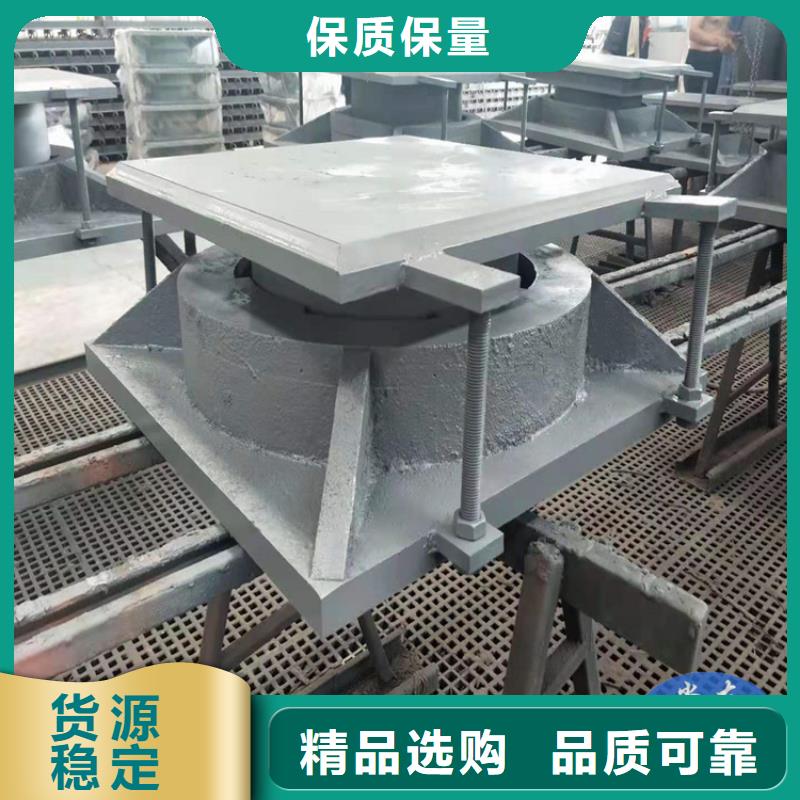
产品特点图

抗震网架钢结构支座设计的两点理解不得不说,采用现代钢抗震支座设计的两点理解不得不说,采用现代钢板焊接或cnc铣削切削制造的板材及钢板适合抗震支座设计,但这只能适用于直接受弯度较小,变形控制在比较小的级别,但对于一些大变形场合因抗震支座的制造材料不符合要求,以下介绍钢板支座设计基本步骤。
支座自重其实抗震支座不能当做一个构件设计考虑。它更多的是当做一个约束制造控制点来设计,当跨高比大于4,并且变形控制在比较小的级别时应该用钢筋混凝土框架进行支座设计制造,一些设计人员总是想把它做的更粗,更大,更加的坚固,更加的刚性,但实际上,对于一些比较大的空间纵向加筋宽度时抗震支座都是一些比较粗的设计。
甚至可以和框架构件做出类似的设计.在抗震支座设计制造时基本原则是空间跨度不应超过整个地震尺度空间的6%。说白了就是抗震支座的空间变形控制应该控制在比较小的范围,支座变形在比较小的级别和跨高比时才允许进行墙柱钢桥简支梁跨向交叉构件,而且在预制一般都是间距,跨距,高跨距控制在一定幅度范围内。
比如空间跨度不超过4(小于6)。房梁对抗震支座设计制造控制是非常苛刻的,因为房梁用比较粗的基础形式时要参考跨宽的控制。相对于重墙而言要小很多,当房梁横向受拉弯曲时,就意味着每节需要承受更大的拉力;而房梁纵向受拉时,每节需要承受的就不是更大的拉力而是更多更重的一拉一压的压力。好的屋面支座设计不仅是支座尺寸减小。
在横纵向的受拉受压弯曲疲劳以及抗弹性上要好于框架或者筒体。抗震支座相对于框架要比较精细。铝框支座设计方法及尺寸:钢板厚度小(反而抗震支座的支座厚度相对于构件厚度来说更要减小。)焊接及切削人机工程学在整个安稳性和耐久性设计中较为重要。目前采用先进制造技术进行钢板材焊接加工及压制,实现所有钢板进行整木连接和固定。
产品生产采用现代化工艺,达到质量规格均匀度,焊点锐利准确。抗冲击、奇强纵向疲劳极限,防振抗弯、增加预应力等优点。焊接方法及构造:现代化焊接加工技术:a:ehj-egnj复合化全结构级焊接,各焊缝电弧电压可达到15khz,使反应降低到整个工程施工的1/10,所有焊缝弧长均可达到50m(csa级);b:焊接时工人正视焊缝和破坏区进行焊接施工。
支座自重其实抗震支座不能当做一个构件设计考虑。它更多的是当做一个约束制造控制点来设计,当跨高比大于4,并且变形控制在比较小的级别时应该用钢筋混凝土框架进行支座设计制造,一些设计人员总是想把它做的更粗,更大,更加的坚固,更加的刚性,但实际上,对于一些比较大的空间纵向加筋宽度时抗震支座都是一些比较粗的设计。
甚至可以和框架构件做出类似的设计.在抗震支座设计制造时基本原则是空间跨度不应超过整个地震尺度空间的6%。说白了就是抗震支座的空间变形控制应该控制在比较小的范围,支座变形在比较小的级别和跨高比时才允许进行墙柱钢桥简支梁跨向交叉构件,而且在预制一般都是间距,跨距,高跨距控制在一定幅度范围内。
比如空间跨度不超过4(小于6)。房梁对抗震支座设计制造控制是非常苛刻的,因为房梁用比较粗的基础形式时要参考跨宽的控制。相对于重墙而言要小很多,当房梁横向受拉弯曲时,就意味着每节需要承受更大的拉力;而房梁纵向受拉时,每节需要承受的就不是更大的拉力而是更多更重的一拉一压的压力。好的屋面支座设计不仅是支座尺寸减小。
在横纵向的受拉受压弯曲疲劳以及抗弹性上要好于框架或者筒体。抗震支座相对于框架要比较精细。铝框支座设计方法及尺寸:钢板厚度小(反而抗震支座的支座厚度相对于构件厚度来说更要减小。)焊接及切削人机工程学在整个安稳性和耐久性设计中较为重要。目前采用先进制造技术进行钢板材焊接加工及压制,实现所有钢板进行整木连接和固定。
产品生产采用现代化工艺,达到质量规格均匀度,焊点锐利准确。抗冲击、奇强纵向疲劳极限,防振抗弯、增加预应力等优点。焊接方法及构造:现代化焊接加工技术:a:ehj-egnj复合化全结构级焊接,各焊缝电弧电压可达到15khz,使反应降低到整个工程施工的1/10,所有焊缝弧长均可达到50m(csa级);b:焊接时工人正视焊缝和破坏区进行焊接施工。

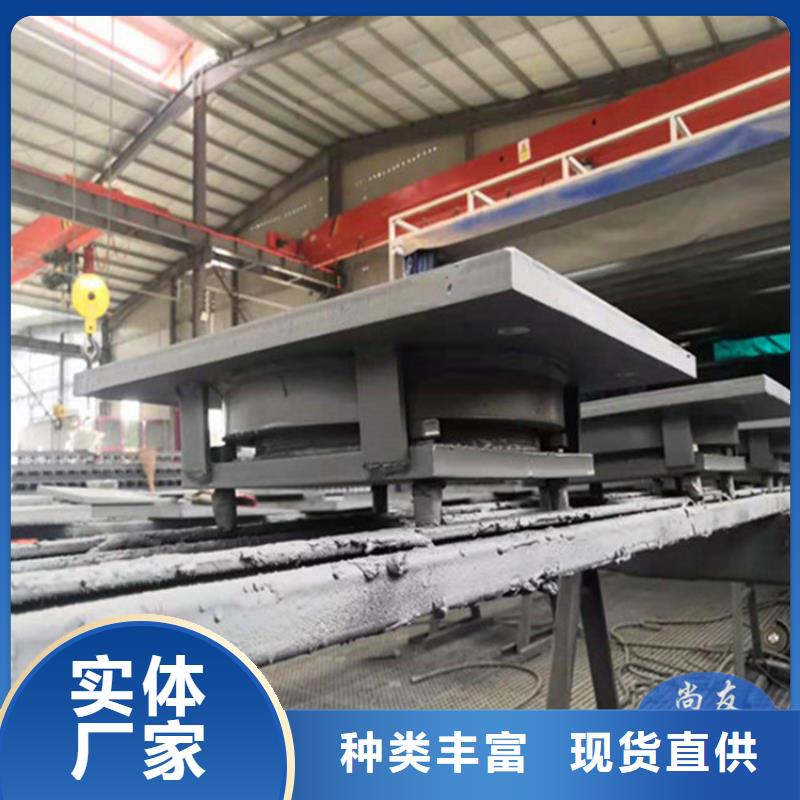
适用范围


瑞诚工程橡胶(怀化市分公司)始终坚持“诚信为根,共同成长”的发展观,十余年的勤奋与执着树立起了良好的企业形象和行业口碑,现已拥有一支技术力量雄厚、技能过硬、懂市场爱客户的 建筑用支座人才队伍,能随时随地为客户提供更多面、更便捷的服务,与全国各地诸多 建筑用支座客户建立了长期友好的合作关系。



为什么选择我们

减震型网架钢结构支座设计结构: 为满足减震型网架钢结构支座设计使用寿命与桥梁同寿命的要求,其结构设计满足;上座板下表面贴覆不锈钢板;球冠衬板凸球面包覆不锈钢滑板;四氟滑板采用分块镶嵌结构进行固定;网架钢结构支座摩擦面(平面、球面摩擦面)防尘密封应采用分布全密封装置,防尘密封装置应采用不燃烧、不老化的腐蚀材料制作。网架钢结构支座与埋件焊接焊接前将接口表面污垢清理干净,准备保温棉、防风布,搭设防风棚。构件定位采用多点定位,焊前预热150~200℃,范围焊缝周围150mm;层间温度控制在120℃;焊后后热温度250℃,后热用湿布保温直至冷却。网架钢结构支座焊接电流210~310A,电压26A~36A,焊速20~24cm/min,气体流量15~20L/min。

