


联系我们

当前位置:
武汉 华宇诚数控科技(石家庄市分公司) >
石家庄本地热动态
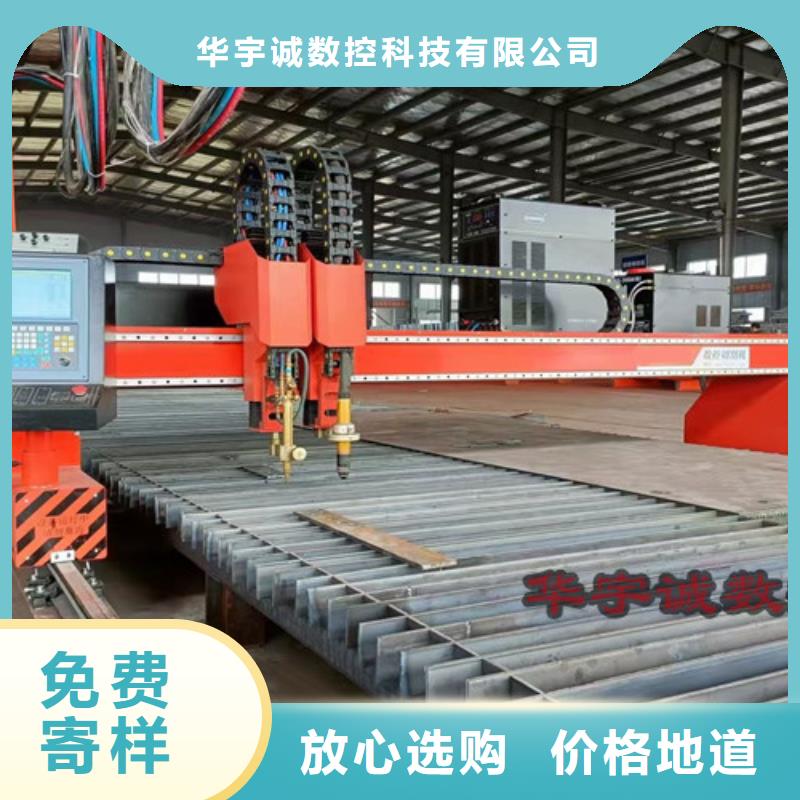
数控等离子切割机光纤金属激光切割机源头厂家量大价优
更新时间:2026-02-13 14:04:23 ip归属地:石家庄,天气:晴,温度:-4-7 浏览次数:4 公司名称:武汉 华宇诚数控科技(石家庄市分公司)
以下是:河北省石家庄市数控等离子切割机光纤金属激光切割机源头厂家量大价优的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
| 范围 | 数控等离子切割机光纤金属激光切割机供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 长安区、桥东区、桥西区、井陉矿区、裕华区、井陉县、正定县、栾城县、行唐县、灵寿县、高邑县、深泽县、赞皇县、无极县、平山县、元氏县、赵县、辛集市、藁城区、晋州市、新乐市、鹿泉区等区域。 |
以下是:河北省石家庄市数控等离子切割机光纤金属激光切割机源头厂家量大价优的图文视频





【华宇诚】为客户提供多样化产品,包括高邑3000w光纤激光切割机、鹿泉全自动激光切管机、秦皇岛激光切割机光纤激光、张家口全自动上料激光切割机、邯郸光纤激光切割机等,适配多元场景需求。数控等离子切割机光纤金属激光切割机源头厂家量大价优,华宇诚数控科技(石家庄市分公司)为您提供数控等离子切割机光纤金属激光切割机源头厂家量大价优,联系人:,电话:【18762195566】、【18762195566】。 河北省,石家庄市 石家庄市,简称“石”,河北省辖地级市、省会、特大城市,是国务院批复确定的中国京津冀地区重要的中心城市之一。截至2022年末,全市下辖8个区、11个县,代管3个县级市,总面积14530平方千米,常住人口1122.35万人,城镇人口801.79万人,城镇化率71.44%。
无需长篇大论,观看数控等离子切割机光纤金属激光切割机源头厂家量大价优视频,让你瞬间爱上我们的产品。
以下是:河北石家庄数控等离子切割机光纤金属激光切割机源头厂家量大价优的图文介绍
华宇诚数控科技(石家庄市分公司)是一家专注于 金属光纤激光切割机的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!


数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。



数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。


数控等离子切割机气冷式割炬使用注意事项操作人员在使用数控等离子切割机时,都会根据切割板材的厚度来选择合适的割炬,等离子切割割炬分为风冷式和水冷式,风冷式割炬也叫做气冷式割炬,比较常用于加工10mm以下的不锈钢、碳板等金属板材,工作原理大致上是经过空气的自然冷却来使得割炬表面温度降低从而可以长期使用。因冷却方式的不一样,使用寿命普遍偏低。1.割炬里的电极,位于中心的铪丝如果烧损范围在2.5--3mm,就需要换上一个新的,值得注意的是电极需要放置冷却或者是拿压缩空气吹至常温,不然电极基座会受到热膨胀发腻较紧,旋松时切记勿用太大力,不然极易损坏电极基座。另外,电极,喷嘴在更换前需要检查内部是否有有杂质,应清理干净后使用。2.在正常运用过程中,如果听见“吓”的响声,弧光发红,弧碴上窜,应立即停止操作,此刻电极、喷嘴已损坏,强继续使会损坏割炬,有必要替换电极、喷嘴后方可继续使用。3.气冷型割炬操作运行时电流不得大于其额定电流,超过的话越则易损坏割炬。4.替换电极、喷嘴时有必要关断主机电源,割炬未装电极、喷嘴时不能按下割炬开关。5.用压缩空气有必要进行干燥清洗。因水气、油污易导电,电极上产生螺旋黑纹,阐明水气、油污过多,使电极、喷嘴内部拉弧短路,极易损坏割炬,又不能正常运作。6.割炬中的电极、喷嘴在运用过程中不能松动,电极须用专用扳手旋紧,每次运用前有必要检查,见有松动随时用专用扳手旋紧,但不能运用活络扳手之类的东西。



数控等离子切割机光纤金属激光切割机源头厂家量大价优,华宇诚数控科技(石家庄市分公司)为您提供数控等离子切割机光纤金属激光切割机源头厂家量大价优的资讯,联系人:,电话:【18762195566】、【18762195566】。