



走进真实的场景,感受产品的独特魅力!我们的(江泰)42crmo无缝钢管企业-值得信赖视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:河源源城(江泰)42crmo无缝钢管企业-值得信赖的图文介绍

42crmo无缝钢管企业-值得信赖")
江泰钢材(河源市源城区分公司)成坚持走品质与服务路线、生产优质 热轧无缝钢管产品、做到贴心服务,追求 热轧无缝钢管产品无忧服务的双重效果。
42crmo无缝钢管企业-值得信赖")
42crmo无缝钢管企业-值得信赖")
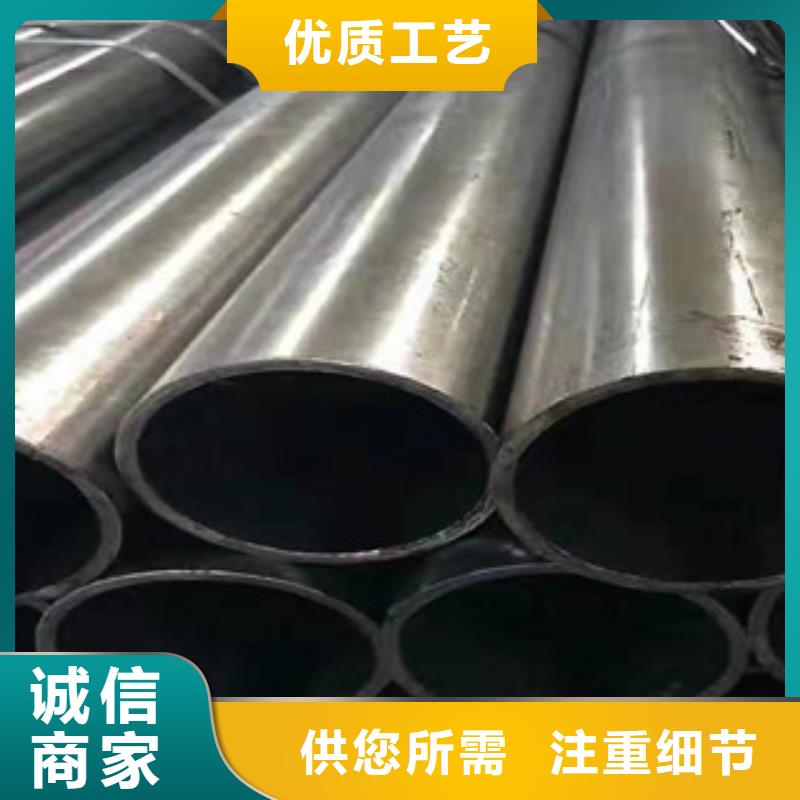
可是在这些地方,所使用到的钢管,与我们平时所看到的钢管,却是有着很大的不同。因为这些地方,对于钢管的要求,还是比较的高。而普通的一些钢管,根本无法满足这样的要求。因为在这些产品中,钢管主要的作用,就是制作制动的装置。因此对于管道,表面的光洁度,有着很高的要求。而一般的管道,由于制作技术,还是比较的粗糙。因此在这些管道的表面,并不是那么的光滑。甚至还会出现,一些凹陷、突起、毛刺等情况。而气动或者是液压装装置中,设备在制造出动能之后,都需要通过,这些制动的管道。将这些动能,输送给其他的部件。如果在这个地方,使用的是一般的钢管,那么这样的管道,就传输的过程中,就会损耗掉很多能量。而精密钢管不同,管道表面超高的光洁度。让管道在传输能量的时候,自身并不会消耗掉过多的能量。这样一来就可以,将更多的能量,输送到其他的部件。这可以让设备的运转,变得更加的流畅,而且使用的性能,也可以变得更加的出色。
42crmo无缝钢管企业-值得信赖")
42crmo无缝钢管企业-值得信赖")
42crmo无缝钢管企业-值得信赖")
42crmo无缝钢管企业-值得信赖")
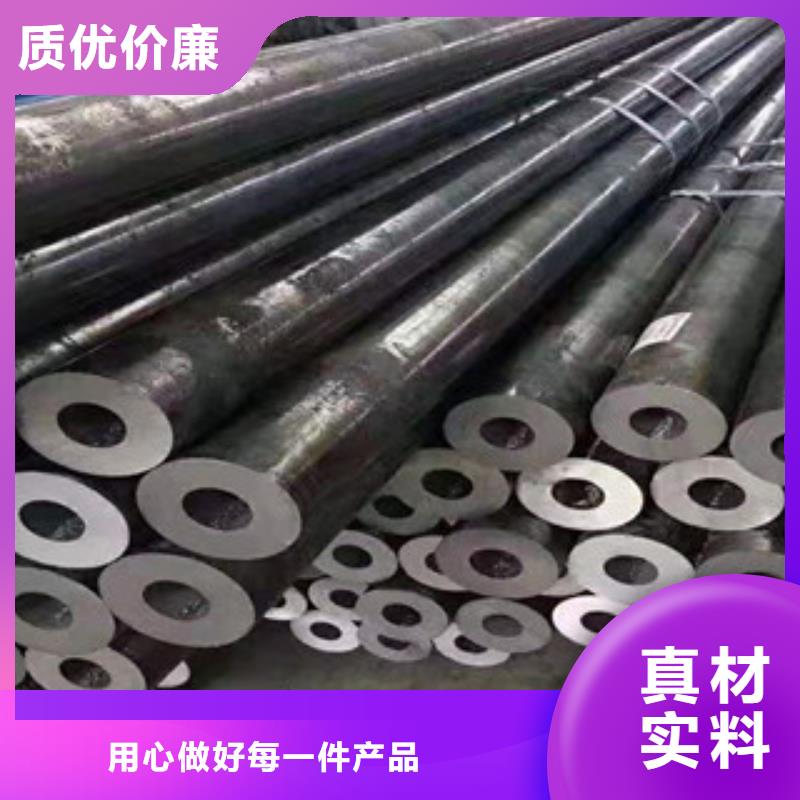
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
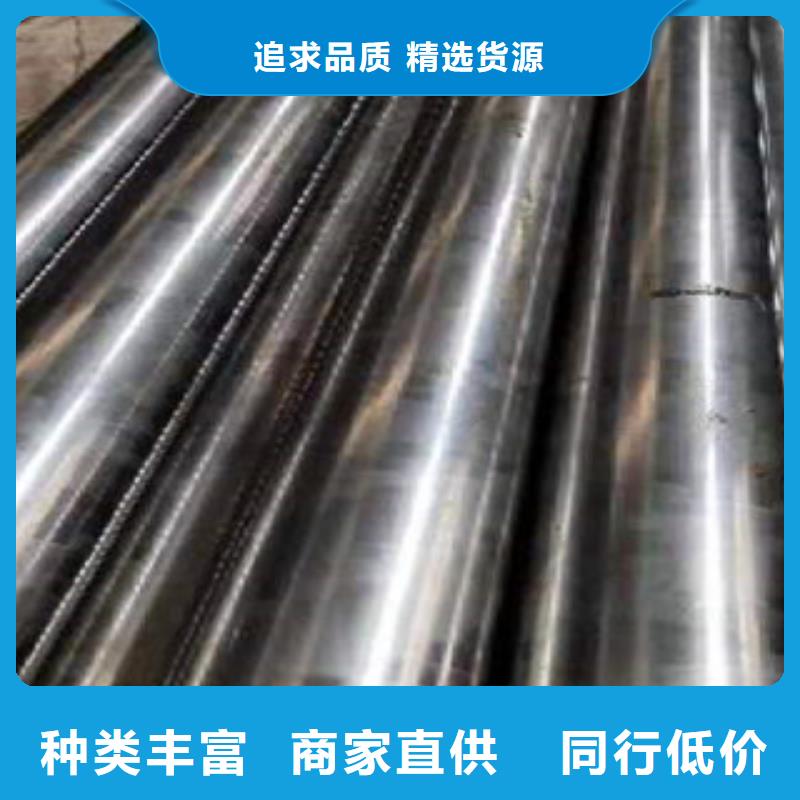
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
42crmo无缝钢管企业-值得信赖")
42crmo无缝钢管企业-值得信赖")
