


无论您是初次接触还是已经熟悉,我们的管声测管源头厂商产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:湛江遂溪管声测管源头厂商的图文介绍


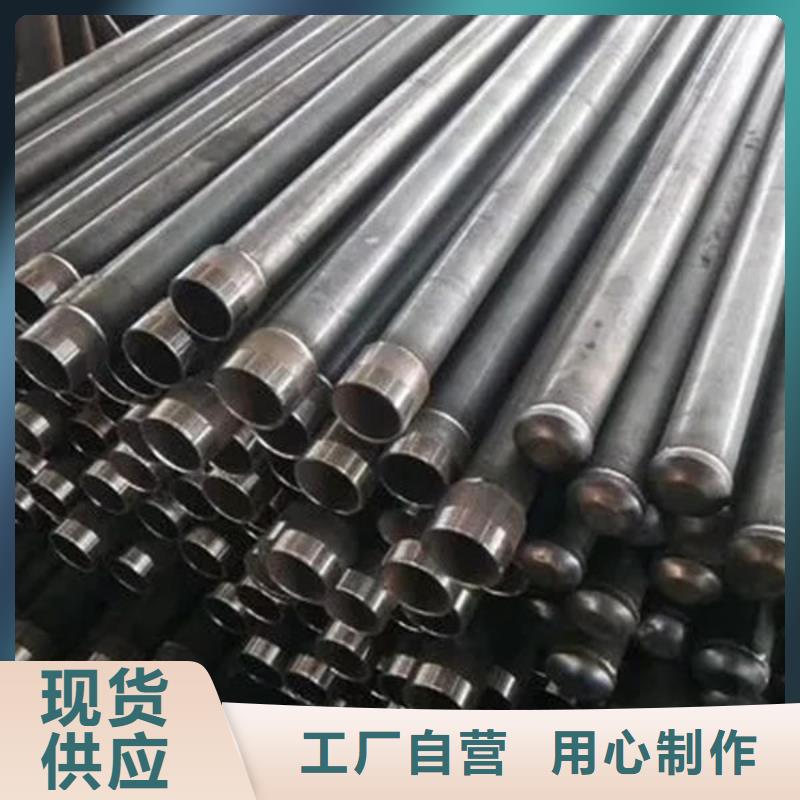
湛江遂溪声测管可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。 管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案,若采用波纹管则可利用大一号的波纹管套接,并在套接管的两端用胶布缠绕密封。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,声测管的底部也应密封,安装完毕后应将上口用木塞堵住,以免浇灌混凝土时落入异物,致使孔道堵塞。



异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。 电焊薄壁管:主要用作制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。 螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋湛江遂溪焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。


宝益德钢管(湛江市遂溪县分公司)秉承“视售后服务为产品质量的延伸,视产品质量为企业生命”的宗旨,在网络化的售后服务管理体系的保障下,为用户提供z u i优质的 声测管产品和服务。我公司一如既往在“和谐、诚信、专业、增值”价值观引领下成为 声测管优质的供应商。我们热忱期盼与各位业内人士携手并进、共创未来!



湛江遂溪焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。


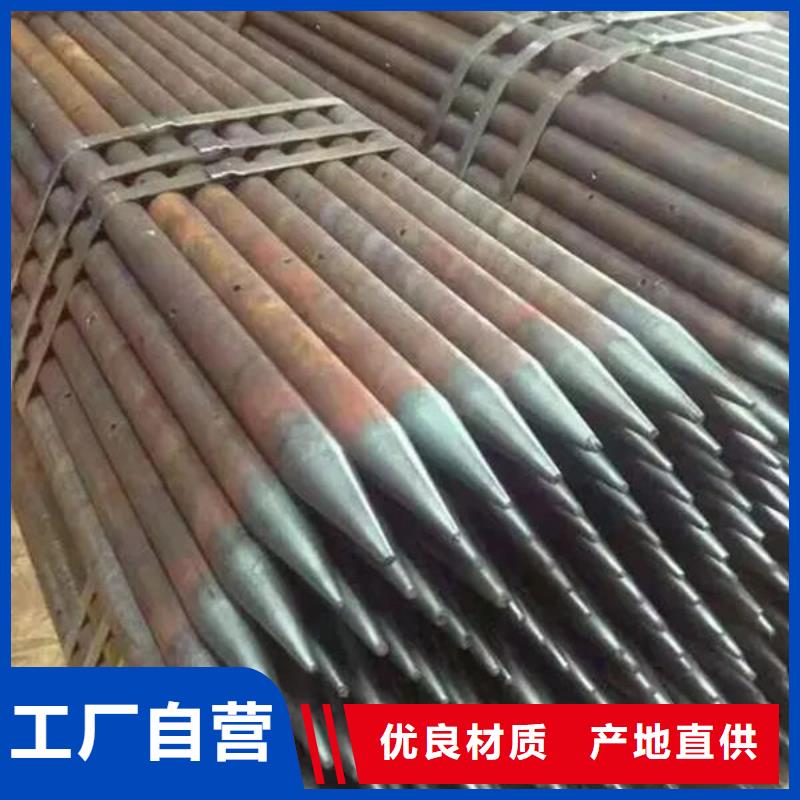
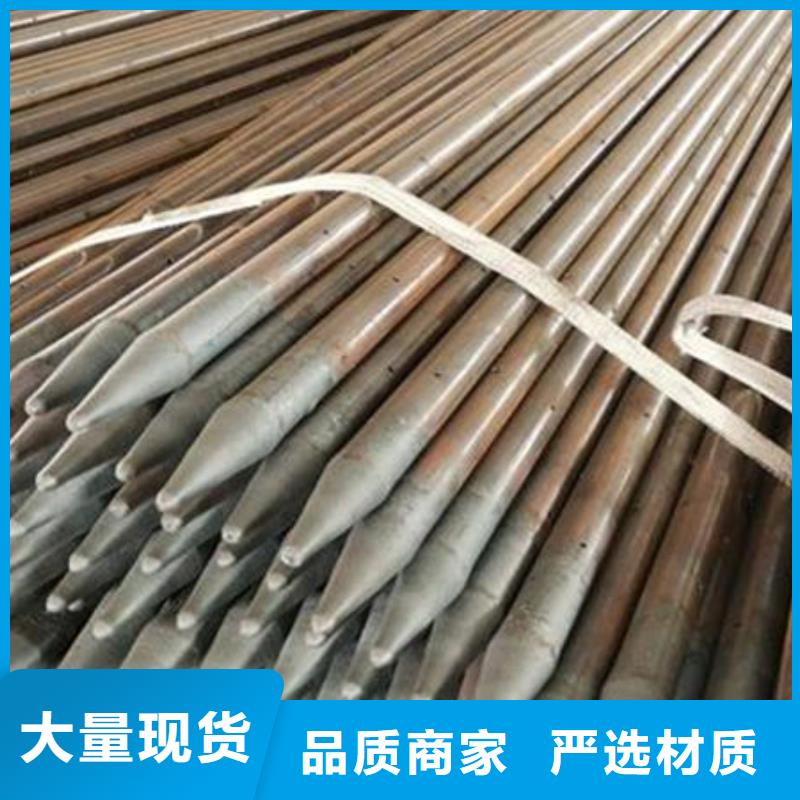
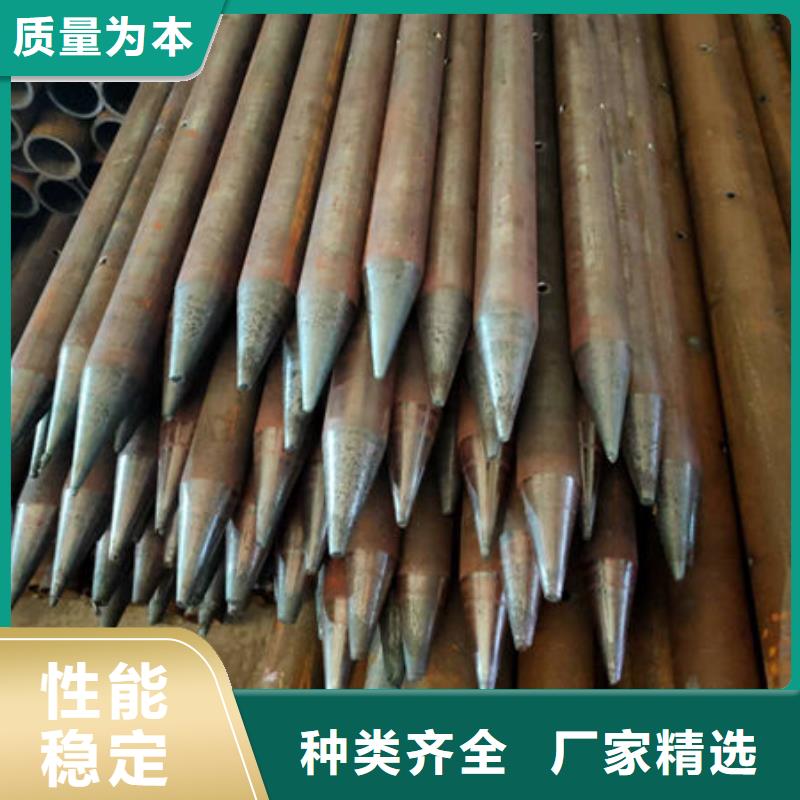
湛江遂溪声测管的按照 a)钢管的套接;b)波纹管的套接 1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布 埋置布置 布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。 一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。 声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。



