以下是:香港水平刮板输送机质量可靠的产品参数
| 产品参数 |
|---|
| 产品价格 | 1000 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 可定制 |
|---|
| 产品品牌 | 衡泰 |
|---|
| 产品规格 | 可定制 |
|---|
| 发货城市 | 沧州 |
|---|
| 产品产地 | 沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 可定制 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 可定制 |
|---|
| 适用领域 | 广泛 |
|---|
| 产品功率 | 可定制 |
|---|
| 范围 | 水平刮板输送机质量可靠供应范围覆盖香港等区域。 |
|---|
以下是:香港水平刮板输送机质量可靠的图文视频
水平刮板输送机质量可靠,衡泰重工机械制造(香港分公司)为您提供水平刮板输送机质量可靠的资讯,联系人:刘女士,电话:【13731735184】、【13731735184】。 香港特别行政区 香港特别行政区,简称“港”,全称中华人民共和国香港特别行政区,位于中国南部、珠江口以东,西与澳门隔海相望,北与深圳相邻,南临珠海万山群岛,区域范围包括香港岛、九龙、新界和周围262个岛屿,陆地面积1113.76平方千米,海域面积1641.21平方千米,总面积2754.97平方千米。截至2023年年中,总人口749.81万人,是世界上人口密度的地区之一,人均寿命全球,人类发展指数全球第四。
为了让您更地了解我们的水平刮板输送机质量可靠,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:香港水平刮板输送机质量可靠的图文介绍


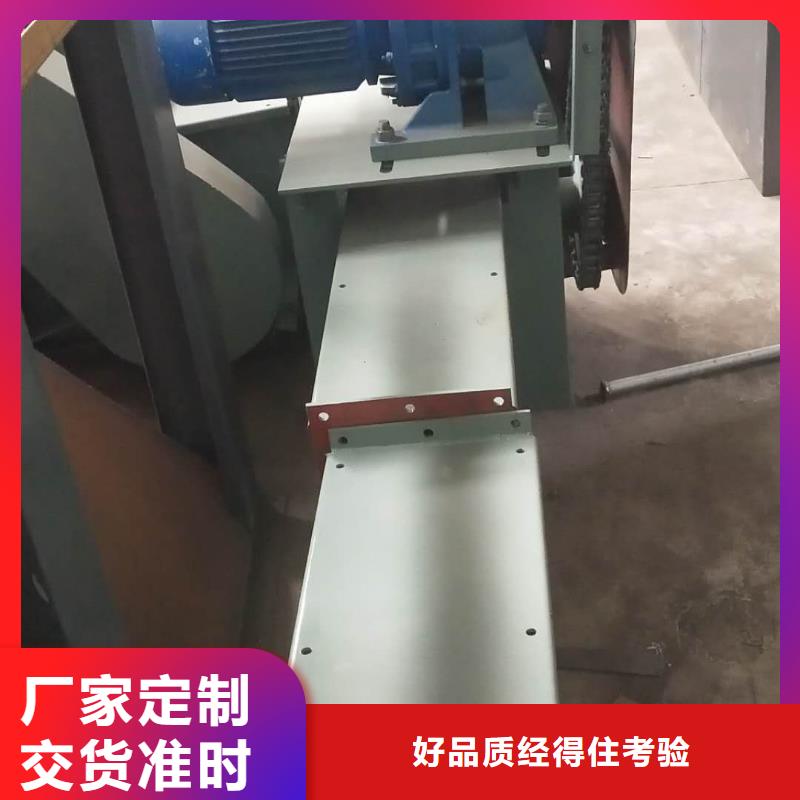
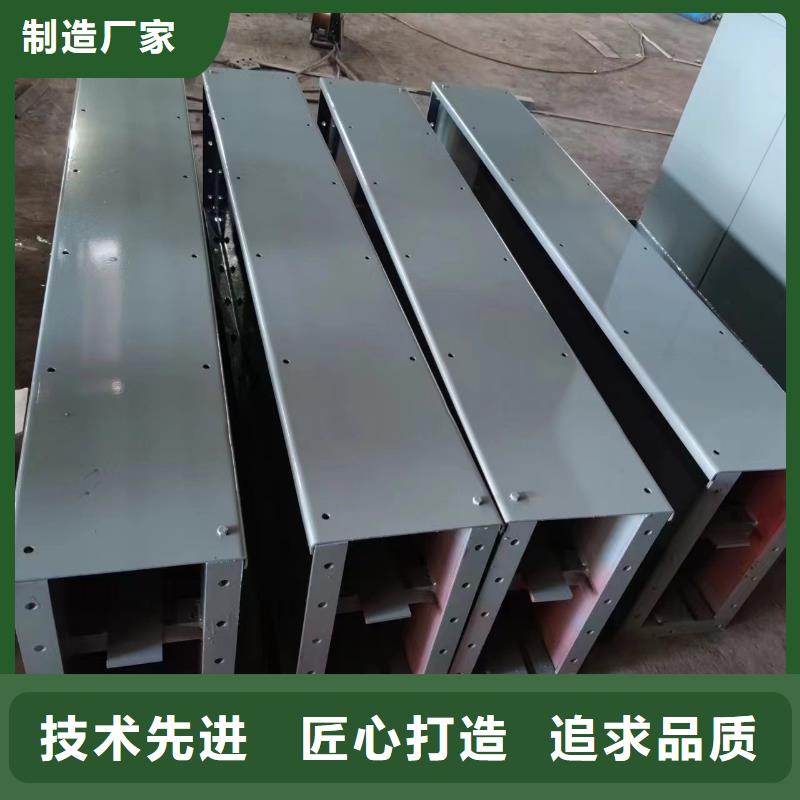
香港埋刮板输送机广泛适用于冶金、建材、电力、化工、水泥、港口、码头、煤炭、矿山、粮油、食品、饲料、等行业和部门。埋刮板输送机是一种在封闭的巨形断面壳体内,借助于运动着的刮板链条来输送散状物料的连续运输设备;由于在输送物料时,刮板链条全部埋在物料之中,故称为埋刮板输送机。MZ埋刮板输送机结构简单、密封性好、安装维修方便、工艺布置灵活;它不但能水平输送,也能倾斜或垂直输送;既可单机使用、也可多台联合使用;能多点加料、也能多点卸料。由于壳体封闭,因此在输送大的、有毒、易爆、高温物料时可以显著地改善工人的工作环境和防治环境污染。埋刮板输送机是倍受冶金、矿山、火电厂欢迎的输送物料系统设备。刮板输送机链条运行声音异常,核心是“部件摩擦、碰撞或卡滞”导致,需结合声音特征(如“咔咔声”“咯噔声”“尖叫声”)对应排查,常见原因可分为**链条自身问题、链轮匹配问题、张紧与传动问题、异物卡阻、负载与润滑问题**五大类。### 一、链条自身问题:链节/刮板异常引发撞击或摩擦声链条是直接发声源,自身磨损、变形或连接松动会直接产生异常声音,具体表现为“规律性撞击声”或“持续性摩擦声”。1. **链节磨损/变形(常见)** - 声音特征:**“咯噔咯噔”的间断撞击声**,随转速同步,每转一圈响一次或几次。 - 原因:链环长期磨损导致直径变小(超原直径10%),或链节弯曲变形(如圆环链圆弧段变平),啮合时链节与链轮齿面无法贴合,出现“齿顶撞链节”的撞击;若链节销轴磨损导致“链节松旷”,相邻链节转动时会有间隙撞击。 - 排查:停机后用卡尺测链环直径,目视检查链节是否弯曲,晃动链节看是否有明显间隙。2. **刮板连接松动或脱落** - 声音特征:**“哗啦啦”的金属碰撞声**,伴随刮板刮擦机槽的“刺啦声”。 - 原因:刮板与链条的连接螺栓松动(振动导致),刮板在运行中晃动,碰撞机槽侧壁或底部;若螺栓完全脱落,刮板会倾斜卡滞,与机槽硬摩擦产生刺耳声。 - 排查:开机前抽查刮板螺栓(每10节查2节),运行中观察刮板是否有倾斜、晃动。3. **链条断裂或接头松动** - 声音特征:**“咔咔咔”的急促卡滞声**,伴随链条运行卡顿(时快时慢)。 - 原因:单节链环断裂后,断裂端与相邻链节或链轮齿碰撞;或圆环链开口销/弹性销脱落,接头处链节错位,啮合时卡滞撞击链轮。 - 排查:立即停机,沿链条全长检查,重点看机头机尾链轮附近(断裂多发生在受力集中处)。### 二、链轮相关问题:链轮磨损/偏移导致啮合异常链轮是链条的传动部件,若链轮齿面磨损、位置偏移,会导致链条啮合不良,产生“摩擦声”或“跳齿撞击声”。1. **链轮齿面磨损超标** - 声音特征:**“沙沙沙”的异常摩擦声**,伴随轻微“咔咔”跳齿声。 - 原因:链轮齿顶磨损(超原尺寸1/3)或齿面出现“凹槽”,链条无法嵌入齿槽,只能在齿顶摩擦运行;若齿面有崩裂缺口,啮合时会卡住链节,产生撞击声。 - 排查:停机后转动链轮,目视齿面是否平整,用直尺测齿顶磨损量,检查是否有缺齿、崩裂。2. **链轮安装偏移(机头/机尾不同心)** - 声音特征:**“吱呀吱呀”的单侧摩擦声**,伴随链条向一侧跑偏。 - 原因:机头主动链轮与机尾从动链轮的中心线不在同一直线(偏移超5mm),链条运行时单侧紧贴链轮齿面,产生持续性摩擦;严重时链条会“蹭链轮端盖”,发出金属摩擦尖叫。 - 排查:用细线拉拽机头机尾链轮中心,检查是否对齐,观察运行中链条是否向一侧偏移。3. **链轮轴承损坏** - 声音特征:**“嗡嗡嗡”的沉闷异响**,伴随链轮转动卡顿,声音从机头/机尾轴承端盖处传出。 - 原因:链轮轴承缺油、磨损(滚珠碎裂或滚道变形),导致链轮转动不顺畅,链条啮合时受力不均,产生振动异响;严重时轴承卡死,链轮无法转动,链条会“磨链轮轴”,发出刺耳声。 - 排查:停机后用手转动链轮,感受是否有卡滞、异响,触摸轴承端盖是否过热(正常≤70℃)。### 三、张紧与传动问题:松紧不当或动力传递异常张紧装置控制链条松紧度,传动系统(减速器、联轴器)传递动力,两者异常会导致链条受力不均或运行不稳,产生异响。1. **链条张紧度过松/过紧** - 声音特征:过松时**“哗啦啦”的跳齿声**(链条量大,啮合时脱齿撞击);过紧时**“刺耳的金属摩擦声”**(链条紧绷,链节与链轮齿面挤压摩擦)。 - 原因:张紧丝杠松动或液压张紧装置漏油,导致链条过松(量>50mm),啮合时跳齿;若张紧过度,链条受力超过正常范围,链节与链轮齿面硬摩擦,同时增加轴承负荷。 - 排查:手动按压链条中间位置,测量;过紧时观察链条是否有“拉直”状态,运行中链节是否僵硬。2. **减速器故障(动力传递异常)** - 声音特征:**“咕噜咕噜”的齿轮撞击声**,伴随链条转速忽快忽慢,声音从机头减速器处传出。 - 原因:减速器齿轮磨损(齿面剥落)、缺油或轴承损坏,导致动力传递不均,链轮转速波动,链条运行时忽紧忽松,产生间歇性撞击声;若减速器漏油,齿轮干摩擦会发出“尖叫”。 - 排查:检查减速器油位(是否在油标1/2-2/3处),听减速器运行声音,触摸外壳是否过热(正常≤80℃)。3. **联轴器松动或损坏** - 声音特征:**“咚咚”的金属撞击声**,与电机转速同步,链条运行有“顿挫感”。 - 原因:电机与减速器之间的联轴器(如弹性柱销联轴器)柱销断裂、弹性圈老化,导致动力传递时“断接”,链轮瞬间转速变化,链条因惯性撞击链轮齿面;若联轴器对齐偏差大,会产生额外振动异响。 - 排查:停机后检查联轴器弹性柱销是否完好,用直尺测联轴器两端是否对齐。### 四、异物卡阻与机槽问题:外部干扰导致摩擦或卡滞机槽内的异物、机槽变形会直接阻碍链条运行,产生“卡滞声”或“刮擦声”,是突发异响的常见原因。1. **机槽内混入异物** - 声音特征:**“咔咔咔”的剧烈卡滞声**,伴随链条瞬间减速或停滞(过载保护器可能触发)。 - 原因:进料口未装格栅,大块异物(如石头、金属块、木棍)掉入机槽,卡住刮板或链节,链条无法正常运行,与异物硬摩擦或撞击;若异物卡在链轮处,会导致链条“跳齿”甚至断链。 - 排查:立即停机,打开机槽盖板(从异响位置开始),清理异物,检查刮板/链节是否变形。2. **机槽变形或衬板脱落** - 声音特征:**“刺啦刺啦”的持续性刮擦声**,随链条运行持续存在,位置固定。 - 原因:机槽长期受力或冲击(如大块物料砸落)导致变形(侧壁内凹),刮板运行时摩擦变形处;若机槽内的耐磨衬板(如陶瓷衬板)脱落,刮板直接摩擦机槽钢板,产生金属刮擦声。 - 排查:沿机槽全长目视检查是否有变形,用手触摸机槽内壁(停机后),看是否有凸起或衬板脱落缺口。### 五、负载与润滑问题:间接加剧异响(非直接原因,但会放大问题)负载过载、润滑不足不会直接产生异响,但会加速部件磨损,或导致正常摩擦加剧,间接引发或放大异响。1. **负载过载** - 声音特征:原有轻微异响(如摩擦声)突然变大,伴随“沉闷的嗡嗡声”(电机过载)。 - 原因:喂料量超设计值,链条实际工作拉力接近系数上限,链节与链轮齿面挤压加剧,磨损产生的间隙撞击声变大;同时电机过载,转速波动,链条运行不稳,异响叠加。 - 排查:查看电机电流表(是否超额定1.2倍),减少喂料量后观察异响是否减轻。2. **润滑不足或润滑剂失效** - 声音特征:**“干涩的摩擦声”**(无润滑时金属直接接触),或“沙沙声”(润滑剂混合粉尘形成磨料)。 - 原因:未按时涂润滑剂,链节销轴、链轮齿面无油膜,干摩擦产生异响;若润滑剂失效(干涸、乳化、碳化),不仅无法润滑,还会形成磨料,加剧磨损,导致异响持续恶化。 - 排查:停机后观察链节销轴是否有油膜,检查润滑剂是否呈干涸、发黑或乳化状,补涂适配润滑剂后试运行。### 异响排查建议(快速定位)1. **先听位置**:确定异响来自机头、机尾还是机槽中间——机头异响优先查链轮、减速器、联轴器;机尾异响查从动链轮、张紧装置;机槽中间异响查异物、机槽变形、刮板。 2. **再看伴随现象**:若有跑偏,查链轮对齐、张紧度;若有卡滞,查异物、链节变形;若有过载,查喂料量、电机电流。 3. **停机验证**:突发剧烈异响(如卡滞声)必须立即停机,避免部件损坏扩大;轻微异响可先记录,停机后针对性检查(如测链环磨损、查润滑剂)。为帮你快速对应异响找原因,我可以整理一份**刮板输送机链条异响原因排查对照表**,包含“声音特征→可能原因→排查步骤→处理措施”(如“咯噔声→链节磨损→测链环直径→更换磨损链节”),你可直接用于现场排查,需要吗?



插板闸阀品种齐全、价格合理,衡泰重工机械制造(香港分公司)实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,公司始终奉行“诚信求实、致力服务、唯求满意”的企业宗旨,全力跟随客户需求,不断进行 插板闸阀产品创新和服务改进。


香港1. 刮板端面磨损变薄(厚度<原尺寸50%);2. 链环节距变大(超原尺寸3%);3. 链环外链板与链轮啮合处出现“台阶状”磨损 | 1. 链环焊缝或圆角处有细微裂纹(肉眼可见或用放大镜观察);2. 断链断面呈“粗糙纤维状”(而非平整剪切面);3. 链环出现“塑性变形”(如弯曲、拉伸变长) | 1. 链环表面有红锈/白锈(氧化腐蚀);2. 链环铰接处因腐蚀卡滞,无法灵活转动;3. 材质表面出现“点蚀坑”(酸碱腐蚀) | 1. 链环直接拉断(断面平整,无明显磨损或裂纹);2. 刮板变形严重(如弯折90°以上);3. 电机接线盒烧蚀、减速器齿轮崩齿 || **中部槽** | 1. 槽体底板磨损变薄(局部厚度<原尺寸40%);2. 槽体侧壁有“划痕状”磨损痕迹;3. 槽体对接处因磨损出现较大错口 | 1. 槽体焊缝开裂(尤其是机头/尾衔接处);2. 槽体出现“波浪形变形”(长期循环载荷导致) | 1. 槽体内壁有大面积锈蚀;2. 槽体焊缝处因腐蚀出现“锈迹裂纹” | 1. 槽体直接被物料冲击变形(如凹陷、侧壁弯折);2. 槽体连接螺栓断裂(多根同时断裂) || **机头/尾部件** | 1. 链轮齿面磨损(齿顶变平,齿厚<原尺寸30%);2. 轴承端盖有“磨粉状”碎屑(轴承磨损) | 1. 链轮轮毂与轴的配合处出现裂纹;2. 减速器输出轴断裂(断面有疲劳纹路) | 1. 链轮表面锈蚀,齿间卡滞锈渣;2. 轴承内圈因腐蚀出现“点蚀” | 1. 减速器箱体开裂(受冲击载荷);2. 电机风扇叶断裂(过载导致转速异常) |**判断逻辑**:若某类失效特征在多个部件同时出现(如刮板、链环、链轮均有明显磨损),且程度严重(如刮板厚度已磨损至报废标准),则该失效类型即为初步判定的主导模式。### 三、第三步:数据化检测——用定量数据验证“主导失效”直观检测可能存在误差,需通过专业工具测量关键参数,用数据量化失效程度,终锁定主导模式。常用3类检测方法:1. **磨损量定量检测** - 工具:数显卡尺、超声波测厚仪、磨损量对比样板。 - 检测参数: - 刮板厚度:测量刮板端面3个点,若平均厚度<原设计值的50%,或单点磨损量>3mm/月(按运行时间换算),说明**磨损是主导失效**; - 链环节距:随机抽取10个链环,测量节距平均值,若超原节距3%(如原节距22mm,实测>22.66mm),则磨损主导; - 中部槽底板厚度:用超声波测厚仪检测槽体中部(磨损严重处),若厚度<原尺寸40%,或年磨损量>5mm,确认磨损主导。2. **疲劳风险定量检测** - 工具:磁粉探伤仪(MT)、超声波探伤仪(UT)、链条张力测试仪。 - 检测参数: - 链环裂纹:用磁粉探伤检测链环焊缝、圆角等应力集中处,若发现≥2处长度>5mm的表面裂纹,或1处深度>2mm的内部裂纹,说明**疲劳是主导失效**; - 链条张力波动:用张力测试仪测量满载运行时的链条张力,若波动幅度>额定张力的30%(如额定张力200kN,实测波动>60kN),则疲劳风险极高; - 断链断面分析:若断链断面有“疲劳辉纹”(用显微镜观察),且疲劳区面积占断面总面积的70%以上,确认疲劳主导。3. **其他失效类型定量检测** - 腐蚀:用盐分测试仪检测物料或环境中的氯离子含量(>500ppm易引发腐蚀),或测量链环锈蚀面积占比(>30%则腐蚀主导); - 过载:用电机功率记录仪监测运行功率,若持续10分钟以上超额定功率1.2倍,或每月出现≥3次过载跳闸,说明过载主导。**验证逻辑**:若某类失效的量化参数已超过行业报废标准(如磨损量超极限、疲劳裂纹超标),且其他失效类型的参数均在合格范围内,则该失效即为“主导失效模式”;若两类参数均超标(如磨损量和疲劳裂纹均超标的均衡工况),则需对比“失效进展速度”——如磨损导致的寿命剩余<6个月,疲劳导致的寿命剩余>12个月,则磨损仍是主导。### 四、第四步:历史数据追溯——用故障记录交叉验证,调取设备的历史故障记录、维护台账,交叉验证前面的诊断结果,避免“偶发失效”误判为“主导失效”。需重点追溯3类数据:1. **故障频次**:若过去1年中,因“刮板磨损更换”停机10次,因“链环疲劳断链”停机2次,则**磨损是主导失效**;反之则疲劳主导。 2. **维护成本**:若磨损相关维护(换刮板、链环)的年度支出占总维护成本的60%以上,说明磨损主导;疲劳相关维护(探伤、换裂纹链环)支出占比高,则疲劳主导。 3. **寿命偏差**:若刮板、链环的实际更换周期(如6个月)远短于设计寿命(如2年),且失效原因是磨损(而非其他),则磨损主导;若实际寿命短于设计寿命且因断链,则疲劳主导。### 诊断流程总结1. 工况溯源:通过物料、运行、环境参数,定失效风险大方向; 2. 直观检测:看关键部件外观特征,初步定性失效类型; 3. 数据检测:用专业工具量化失效程度,验证主导模式; 4. 历史追溯:查故障/维护记录,交叉确认终结论。要不要我帮你整理一份**《刮板输送机主导失效模式诊断 Checklist》**?按“工况分析、现场检测、数据验证、历史追溯”四个模块,列出每个步骤的关键检测项、工具及判断标准,你可直接对照现场情况填写,快速锁定主导失效模式。



香港刮板输送机的要求需覆盖**设备防护、电气合规、物理隔离、操作规范**四大核心,从硬件设计到人为操作全流程规避风险,尤其针对矿山、化工等高危应用场景需更严格。### 1. 核心保护装置:杜绝设备故障引发事故- **断链/断带保护**:必须配备断链(或断带)检测装置,当链条断裂、打滑或张紧力不足时,能自动触发停机,防止刮板或链条甩出伤人。- **过载保护**:通过扭矩限制器、电流监测等方式,当电机过载(如物料堵塞、卡阻)时,立即切断电源,避免电机烧毁或传动部件损坏引发连锁风险。- **防跑偏保护**:机身两侧需安装跑偏传感器,当刮板或输送带偏离轨道超过设定范围时,设备自动报警并停机,防止机身变形或物料洒漏堆积。- **紧急停机装置**:沿输送机全长每10-15米需设置1个紧急停机按钮(或拉绳开关),按钮需醒目且易于操作,确保任何位置的人员都能快速切断电源。---### 2. 电气系统:适配工况防漏电/防爆- **防爆设计(特殊场景必备)**:矿山、化工等存在易燃易爆气体/粉尘的场景,电气部件(电机、控制柜、接线盒)必须符合防爆标准(如Ex d IIB T4),避免电火花引燃环境介质。- **防尘防水**:电气箱、接线端口需做IP54及以上防护,防止粉尘、水汽进入导致短路或漏电,潮湿环境需额外做防腐处理。- **接地可靠**:设备金属外壳、电机、控制柜必须单独接地,接地电阻≤4Ω,避免漏电时人员触电。---### 3. 物理隔离与防护:防止人员接触危险部件- **运动部件封闭**:机头、机尾的传动装置(如链轮、减速器)必须加装防护罩,刮板运行区域(机槽上方)需覆盖密封盖板,严禁裸露运动部件。- **机身防护栏**:输送机两侧(尤其是有人通行的区域)需设置高度≥1.2米的防护栏,栏间距≤12厘米,防止人员误入或肢体接触刮板。- **警示标识**:机身显著位置需张贴“禁止跨越”“设备运行中”“小心夹伤”等警示标志,夜间或光线不足场景需搭配警示灯。---### 4. 操作与维护规范:人为操作零失误- **开机前检查**:每次启动前必须确认刮板、链条无变形卡阻,保护装置(急停、跑偏、过载)功能正常,物料无堵塞,方可空载启动。- **严禁违规操作**:运行中禁止用手清理机槽内的物料、触摸运动部件;禁止跨越输送机(需走专用通道或过桥);禁止在设备上堆放工具、杂物。- **维护**:检修时必须切断总电源并挂“有人工作,禁止合闸”警示牌,必要时派专人监护;更换链条、刮板时需用支架固定机身,防止部件坠落。---为帮你更直观落地管控,我可以整理一份**刮板输送机检查对照表**,包含每日开机前、运行中、每周维护的关键检查项(如保护装置测试、接地电阻检测等),你可直接打印用于现场排查,需要吗?



香港刮板输送机紧急停机后故障排除,需遵循“**前置→直观排查→分类深查→验证闭环**”的逻辑,每一步都要聚焦“具体可操作”,避免遗漏关键故障点,同时杜绝排查过程中的风险。### 1. 准备:筑牢排查前提(必做步)所有排查动作必须在环境下开展,核心是切断风险源,具体操作如下:- 1.1 确认断电与挂牌:再次检查总电源已切断,在配电箱悬挂“**有人排查,禁止合闸**”警示牌,必要时派专人值守电源开关,防止误送电。- 1.2 现场隔离与防护:用警示带围蔽故障区域(尤其是机头机尾、机槽开口处),禁止无关人员进入;操作人员需佩戴帽、防滑手套,若需拆解部件,需准备好支撑工具(如千斤顶),防止部件坠落。- 1.3 确认停机状态:手动尝试转动机头链轮,确认设备完全静止,无“惯性转动”风险后,再开始排查。### 2. 直观与前兆追溯:快速锁定初步方向先通过“看、听、问”排查无需拆解的直观故障,减少无效操作,具体步骤:- 2.1 追溯停机前兆:询问停机时的操作人员,确认是否有前兆(如“停机前有‘咔咔’卡阻声”“电机外壳发烫”“链条跑偏严重”),初步判断故障类型(机械卡阻/电气过载/人为误触)。- 2.2 外观直观检查:- 检查机槽:打开机槽盖板,查看是否有大块异物(如石头、金属块、木棍)卡阻刮板,是否有物料堆积导致“堵料过载”;- 检查链条与刮板:沿机身逐节查看,是否有链条断裂(接头开口销脱落、链节变形)、刮板弯曲/脱落,重点检查机头机尾链轮处的链条啮合情况;- 检查防护与连接:查看防护罩是否松动移位(是否刮擦链条)、机身螺栓是否脱落导致机身倾斜(引发跑偏)。- 2.3 排除人为误触:检查急停按钮、跑偏传感器是否被误碰触发(按下急停后需顺时针旋转复位,跑偏传感器需手动归位),若归位后保护装置无异常,大概率为误触。### 3. 分类深查:聚焦机械与电气核心故障若直观排查未发现问题,需按“机械系统→电气系统”的顺序深入检查,两类故障的具体排查步骤如下:#### 3.1 机械系统故障排查(占比80%以上,重点查传动与输送部件)- 3.1.1 链条与刮板系统:- 检查链条张紧度:空载状态下,机头与机尾之间的链条量应≤50mm,若过多(说明张紧力不足),需检查张紧装置(如液压张紧缸是否漏油、丝杠是否卡死);- 检查链轮与轴承:打开机头机尾防护罩,转动链轮,感受是否有卡滞、异响,检查链轮齿是否磨损(齿顶磨损量超过原尺寸1/3需更换),轴承是否漏油、发热(用手触摸轴承座,温度不超过70℃为正常);- 检查刮板连接:确认刮板与链条的连接螺栓是否松动、脱落,刮板是否与机槽侧壁摩擦(若有摩擦痕迹,说明机身跑偏或刮板变形)。- 3.1.2 机槽与机身结构:- 检查机槽底板:查看是否有变形、破损(尤其是物料冲击部位),是否有物料粘结导致刮板运行阻力增大;- 检查机身倾角与支撑:确认机身支撑腿是否稳固,倾角是否超过设计值(通常≤25°),若倾角过大,可能导致物料下滑堆积,引发过载。#### 3.2 电气系统故障排查(需持证电工操作,禁止带电检查)- 3.2.1 电机与传动部件:- 检查电机状态:查看电机外壳是否有烧焦痕迹、异味,用万用表测量电机绕组绝缘电阻(≥0.5MΩ为正常,低于则说明绕组受潮或短路);- 检查减速器:查看减速器油位是否正常(油位应在油标1/2-2/3处),是否有漏油,手动转动输入轴,感受是否有卡滞(若卡滞,可能是齿轮磨损或轴承损坏)。- 3.2.2 保护装置与线路:- 检查保护装置:测试急停按钮、过载保护器、跑偏传感器是否能正常触发(按下急停后,电机应无供电;模拟跑偏时,传感器应输出停机信号);- 检查电气线路:查看接线盒、电缆是否有破损、短路(尤其是机头机尾振动大的部位),接地线路是否牢固,用万用表测量接地电阻(≤4Ω为正常)。### 4. 故障定位与记录:明确修复方向排查完成后,需精准定位故障点并记录,避免后续修复遗漏:- 4.1 明确故障类型与位置:例如“机头处第5节链条断节”“电机绕组绝缘电阻0.2MΩ(短路)”“机槽内有300mm×200mm石头卡阻刮板”,需标注具体位置(如“机头向机尾方向3米处”);- 4.2 记录排查过程:填写《故障排查记录表》,注明排查时间、排查人员、使用工具(如万用表、扳手)、关键数据(如电机温度、绝缘电阻值),为后续修复和故障分析提供依据。### 5. 修复后初步验证:避免二次故障故障修复后(如更换链条、清理异物、修复电机),需先做初步验证,再恢复运行:- 5.1 手动盘车测试:手动转动机头链轮2-3圈,确认刮板运行顺畅,无卡阻、异响,链条与链轮啮合正常;- 5.2 保护装置测试:再次测试急停、过载、跑偏保护,确保触发后能立即停机;- 5.3 空载试运转:合上总电源,空载启动输送机,运行5-10分钟,观察电机温度(不超过60℃)、机身是否跑偏、链条运行状态,确认无异常后,再开启给料机带料运行。为帮你更地执行排查,我可以整理一份**刮板输送机故障排查分类检查表**,按“机械类(链条/链轮/刮板)”“电气类(电机/保护装置/线路)”分类,列出每类故障的检查部位、检查方法(如“链条:逐节查接头开口销”)、判断标准(如“绝缘电阻≥0.5MΩ”),方便现场人员逐项核对,需要吗?
您是想要在香港采购高质量的水平刮板输送机质量可靠产品吗?衡泰重工机械制造(香港分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的水平刮板输送机质量可靠产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘女士-【13731735184】,地址:《西环工业区》。